Share
Pin
Tweet
Send
Share
Send
A mesma operação pode ser necessária para perfurar uma lâmina de serra para metal a partir de aço 1X6VF, a partir do qual alguns produtos úteis podem ser feitos. Um pedaço de lâmina de uma serra mecânica feita de aço 9XF é adequado não apenas para a fabricação de facas, mas, por exemplo, para chaveiros fora do padrão.

Ferramenta e amostras necessárias
Todas as marcas consideradas e outras marcas de aços de alta velocidade são perfuradas usando brocas em forma de lança (pena) em um ladrilho com desenhos diferentes. Assim, por exemplo, as hastes são redondas ou hexagonais, o que não é de fundamental importância para o trabalho principal - perfuração.

Eles são vendidos livremente em quase todas as lojas de construção ou pontos de venda, vendendo todos os tipos de ferramentas. O que é muito importante, exercícios deste tipo e finalidade são atraentes, pois são baratos.
Além disso, para a perfuração de aços de alta velocidade, serão necessários cones de várias formas e desenhos. Com sua ajuda, a precisão, a pureza, a forma e o diâmetro exigido do furo são garantidos.

Temos que perfurar as seguintes amostras:
- uma peça de uma serra de quadro de aço 9HF.
- uma lâmina de serra de lâmina em aço 1H6VF.
- Lâmina de serra em aço HSS.
O processo de perfuração de amostras de aços de alta velocidade
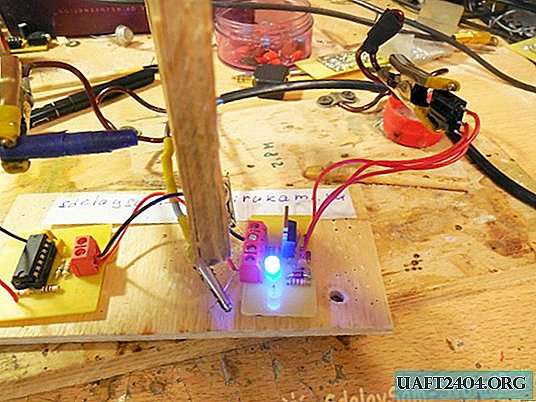
Vamos começar com a lâmina da serra para metal. Como ferramenta, escolheremos uma broca de caneta usada em um ladrilho que já foi mais de uma vez retificado em uma roda de diamante. Ou seja, da afiação da fábrica, que sem dúvida daria o melhor resultado, nada permaneceu por muito tempo.
Inserimos nossa ferramenta no mandril da broca elétrica e começamos a perfurar sem o uso de graxa ou resfriamento. Como modo de operação, selecione baixa velocidade. Percebemos que o processo é lento, mas com alguma paciência, depois de um tempo, é obtido um recesso cônico na tela, uma espécie de escareador causado pelo formato da nossa broca.

Perfuramos até que um tubérculo apareça do outro lado.

Depois disso, viramos a tela e continuamos o processo, guiado pelo tubérculo.


Perfurando alternadamente de um lado ou de outro, conseguimos um aumento no diâmetro do furo até obter o tamanho desejado.

A próxima amostra é uma lâmina de uma serra de quadro. O local da perfuração é escolhido na base dos dentes, onde o material tem a maior dureza.

O processo também não é muito rápido, mas constante. Isso pode ser visto no volume gradualmente crescente de cavacos ao redor da broca.

Percebemos que o trabalho é mais rápido se você balançar levemente a ferramenta de um lado para o outro. Isso ajuda a remover os cavacos da área de corte.
Continuamos a perfurar, por um lado, até que a ponta da ferramenta passe por toda a espessura do metal e forme um pequeno tubérculo do outro lado da nossa amostra.

Como a espessura do metal é maior que a da chapa, você terá que substituir a broca ou triturar a que usamos no meio do processo. Depois disso, vire a amostra e continue a perfurar.


Literalmente após algumas rotações da broca, um furo passante é formado. Continuando o processo, alcançamos o diâmetro necessário para a peça correspondente.
Traga o buraco com um cone adequado.

No nosso caso, é mais conveniente usar uma ferramenta de forma cônica. É mais fácil e rápido obter o tamanho de furo necessário e obter uma forma cilíndrica.

De fato, depois de uma broca de caneta com sua grande conicidade, o furo é diferente em diâmetro: mais próximo da superfície da amostra, é maior e menor no centro.

Prosseguimos na perfuração da lâmina a partir de uma serra mecânica.

Além disso, para isso, selecionamos a zona mais próxima dos dentes, porque neste local o metal é mais duro devido ao endurecimento especial.


O processo, comparado às duas amostras anteriores, parece estar avançando mais rápido. Isso pode ser observado pela intensidade da formação de cavacos e pela obtenção de um furo passante sem perfurar na parte traseira.

Para colocar o furo no diâmetro desejado e obter uma forma cilíndrica, como nos casos anteriores, um dos cones ajudará.




Na prática, estávamos convencidos de que qualquer marca de aço de alta velocidade é perfurada com brocas de caneta chinesas comuns em um ladrilho, cujas principais vantagens são a acessibilidade e um preço barato. Também neste caso, os cones padrão são úteis, através dos quais o diâmetro dos furos é especificado e eles recebem uma forma cilíndrica.
Dicas e comentários finais
Usando óleo de linhaça para perfuração (é usado ao trabalhar com aço inoxidável e contém ácido oleico em sua composição), será possível aumentar a produtividade, arrastar a ferramenta com menos frequência e aumentar a pureza do processamento.
A prática mostra que o processo de perfuração de aços de alta velocidade se tornará mais produtivo se você usar brocas com diâmetro menor e depois com diâmetro maior.
Alguns artesãos usam parafusos ou parafusos fabricados na Alemanha e utilizados no trabalho de concreto como ferramentas para perfurar aços de alta velocidade. A sua característica distintiva - na cabeça há uma letra "H" (endurecido - endurecido).
Share
Pin
Tweet
Send
Share
Send