Share
Pin
Tweet
Send
Share
Send
Se houver uma ligação de dois tubos do mesmo diâmetro, na imersão, realizamos o chamado. "pants" - segmentos que geralmente devem ter um tamanho três vezes menor que o diâmetro.
Abaixo, consideramos o caso mais difícil em termos de corte, quando o tubo de corte tem um diâmetro ligeiramente menor que o principal, por exemplo, 89 mm ou 76 mm e 100 mm, respectivamente.

Vai precisar
Para cortar e preparar uma pastilha de dois tubos de metal de diferentes diâmetros, precisamos ter:
- espaços em branco para tubos de dois diâmetros diferentes;
- um moedor com um disco de corte e esmeril;
- marcador
- régua quadrada;
- máquina de solda;
- um martelo.
Algoritmo de inserção de tubo redondo
Usaremos a tecnologia amplamente usada de fixação de colar quando a borda de um corte perpendicular a um tubo redondo for formada em relação ao tubo principal. Aderiremos à seguinte ordem, implementando este método.
Cortamos a borda do tubo soldado em um ângulo reto.

Marcamos quatro pontos nele, que são os pontos de interseção de dois diâmetros mutuamente perpendiculares e a extremidade do tubo. Se tudo for feito corretamente, esses pontos serão organizados uniformemente em um círculo a 90 graus.


Colocamos o tubo com a extremidade marcada na superfície lateral da principal e medimos com a ajuda de uma régua ou fita métrica de metal a maior folga entre a face final da primeira e da segunda geratriz. No nosso caso, acabou sendo igual a 30 mm.
De dois pontos opostos nas extremidades, nos deitamos ao longo da geratriz de 30 mm. Desenhamos um marcador na superfície lateral do tubo com duas linhas suaves que emanam de um ponto adjacente no final, em direções opostas, para que passem pelas marcas mais baixas e convergam no segundo ponto no final.
De acordo com a marcação, usando um moedor com um disco de corte, corte fragmentos na forma de dois segmentos arredondados idênticos. Recortamos os cortes encaracolados no final do tubo para que não haja rebarbas ou inchaços.

Tentamos colocar o tubo no lugar e, se um ajuste insuficiente for encontrado, corrigimos esses locais com um moedor e obtemos uma coincidência mais exata das superfícies do tubo.

Transferimos o contorno externo do tubo soldado para a superfície lateral do tubo principal com um marcador. Dentro da linha fechada obtida, construímos uma linha congruente, partindo da linha externa pela espessura da parede do tubo. É na nova linha que produziremos o corte.

Usando um moedor, corte um círculo no tubo de acordo com a marcação e processe as bordas para remover rebarbas e arredondar as bordas para soldagem.

Antes de iniciar o trabalho de soldagem com um quadrado, verificamos a perpendicularidade dos tubos. O ângulo entre os geradores deve ser de 90 graus. Fazemos luvas de forno em dois ou três lugares.

Começamos a soldar a partir do ponto mais baixo de contato e realizamos em duas passagens com uma costura de filamento: raiz e revestimento. Desta forma, forneceremos a melhor qualidade da junta soldada.
Ao soldar, é importante escolher a força da corrente correta, que depende da qualidade da eletricidade fornecida e, em particular, da tensão. Normalmente, estamos falando de 70 a 80 A. Cozinhamos com um eletrodo de três milímetros UONI-13-55, tentando garantir que a escória não caia no metal.
Tendo passado do ponto mais baixo para o mais alto, paramos e batemos na escória com um martelo. As deficiências descobertas não são críticas, porque podem ser eliminadas na segunda passagem.
Da mesma forma, soldamos a outra metade da junção das superfícies dos tubos. Depois disso, processe levemente a primeira costura, removendo grandes vazões e escórias.

Começamos a impor a costura frontal a partir do fundo, mantendo o eletrodo em um ângulo de 45 graus ao longo do caminho e movendo-o transversalmente à primeira costura, ou "espinha de peixe". Em seguida, cozinhamos a costura, segurando o eletrodo quase verticalmente na superfície e terminamos a primeira metade, colocando o eletrodo novamente a 45 graus ao longo do caminho e fazendo movimentos circulares.
Começamos a impor a costura frontal também a partir do ponto inferior e a trazemos para o topo, após o que eliminamos a escória com um martelo da costura.
Da mesma forma, cozinhamos a costura frontal na segunda metade do contato dos canos. À medida que você sobe, diminuímos a velocidade da soldagem para que a costura seja a mesma em todos os lugares.
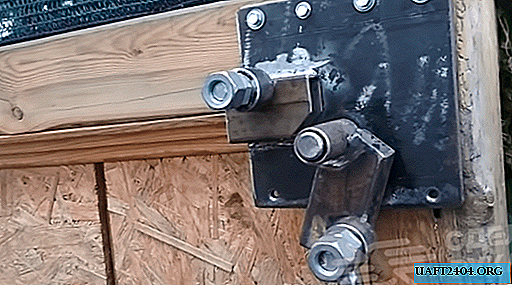
Também eliminamos a escória e limpamos a costura com um moedor. O resultado é uma costura de solda limpa e confiável.
Share
Pin
Tweet
Send
Share
Send